Erhardt+Leimer – 200%-Inspektion – Geht das und wenn ja, wie?
von Redaktion Etiketten-Labels,
Blick auf ein Umroll-Gesamtsystem mit integriertem Smartscan (Quelle: E+L)
100 %-Inspektionssysteme haben in den letzten zehn Jahren immer mehr an Bedeutung gewonnen. Um höchste Druckqualität im Schmal- und Breitbahnbereich zu garantieren, werden die Systeme an Druck- und Konfektionsmaschinen zur Qualitätssicherung eingesetzt. Erhardt+Leimer bietet unter dem Schlagwort 200%-Inspektion eine Doppelinspektion an und will dadurch noch höhere Genauigkeit ermöglichen. Etiketten-Labels fragte nach.
Blick auf ein Umroll-Gesamtsystem mit integriertem Smartscan (Quelle: E+L)
Die 100 %-Inspektion wird oftmals mit der Erkennung von 100 % aller Fehler gleichgesetzt. Dies ist jedoch eine Illusion. Die Vielfalt an Fehlern, die im Druckprozess meist unvermeidlich vorkommen können, erschwert eine vollumfassende Fehlererkennung und macht eine 100 %ige Fehlererkennung unmöglich. Vielmehr sind die 100 % so anzusehen, dass 100 % der Warenbahn inspiziert werden. Also über die gesamte Bahnbreite, vom Anfang bis zum Ende, mit gleichbleibender Empfindlichkeit. Doch was bedeutet dann 200 %? Alexander Thomalla, Produktmanager bei Erhardt+Leimer, beantwortet diese und weitere Fragen zum Thema.
Anzeige
Was genau bedeutet 200%-Inspektion?
Alexander Thomalla: Unter 200 %-Inspektion versteht man tatsächlich, dass die Warenbahn doppelt inspiziert wird. Doppelt bedeutet hierbei allerdings nicht, dass eine zweite Kamera zum Einsatz kommt. Vielmehr werden von der Warenbahn Bilder mit zwei unterschiedlichen Beleuchtungsverfahren aufgenommen und anschließend ausgewertet. Die doppelte Bildaufnahme führt dazu, dass Fehler im Material oder Druck erkannt werden können, die über die klassische Auflichtbeleuchtung (100 %-Inspektion) nicht sichtbar sind.
Alexander Thomalla, Produktmanager Erhardt+Leimer, erläutert die technischen Hintergründe zur 200%-Inspektion (Quelle: E+L]
Worin liegt der Mehrwert dieser Technik, wenn man einen Fehler später auf dem Etikett nicht sieht? Ist dieser dann überhaupt relevant? Alexander Thomalla: Man darf eine Kamera nicht 1 zu 1 mit dem menschlichen Auge vergleichen. Eine Kamera arbeitet in erster Linie mit Kontrastwerten (hell/dunkel und deren RGB-Farbwerten). So ist für eine Kamera ein weißes Etikett nur sehr schwer von weißem Trägermaterial zu unterscheiden. Das geht so weit, dass selbst Gitterrückstände beim Matrixabzug unerkannt bleiben können. Ein Fehler, der durch das menschliche Auge einfach zu erkennen ist, kann für eine Kamera „unsichtbar“ sein. Diese Arbeitsweise kann man sich aber auch zunutze machen. Stellt man typische Fehler mit hohen Kontrastwerten dar, werden plötzlich Dinge sichtbar, die das menschliche Auge nicht sofort entdeckt.
Haben Sie Beispiele für solche Fehler?
Alexander Thomalla: Die Doppelinspektion geht so weit, dass Fehler, die sich auf der Rückseite eines Etiketts befinden, erkannt werden können. Dabei geht es um die Erkennung von Schmutzeinschlüssen, Insekten oder auch Beschädigungen. Als simples Beispiel könnte man auch die Spleißerkennung nennen. Eine Klebestelle, die auf der Bahnoberseite aufgeklebt wird, ist in der Regel einfach zu erkennen. Doch typischerweise befinden sich Klebestellen auf der Rückseite des Trägermaterials. Durch die 200 %-Inspektionstechnik sind diese einfach zu erkennen.
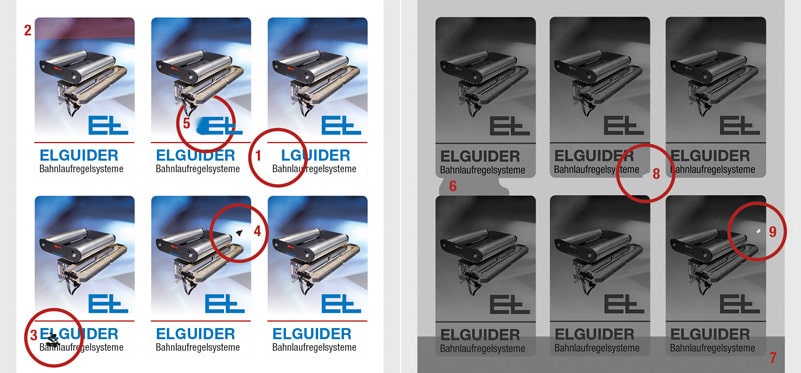
Mit Auflicht erkannte Fehler (l.) und Fehler, die mit dem Durchlichtverfahren erkannt werden (Quelle: E+L)
Und wie unterscheidet sich die 200%-Inspektion von der klassischen 100%-Technik? Alexander Thomalla: Durch eine zweite Beleuchtung unterhalb der Warenbahn wird diese doppelt beleuchtet. Doch das ist noch nichts Besonderes. Der Unterschied wird erst in der doppelten Bildaufnahme sichtbar. Dabei werden bei voller Geschwindigkeit nacheinander zwei Bilder aufgenommen. Einmal von hinten beleuchtet und ein weiteres Bild, das zudem von oben beleuchtet wird. Anschließend werden beide Bilder nacheinander ausgewertet und auf Fehler geprüft.
Das Hintergrundbild liefert also ein reines Kontrastbild?
Alexander Thomalla: Ganz genau. Das Hintergrundbild zeigt den Etikettenbereich, der sich dunkel vom entgitterten, hell dargestellten Träger abhebt. Dunkelstörungen im Gitterbereich oder Hellstörungen im Etikettenbereich werden durch die hohe Kontrastdarstellung zuverlässiger erkannt, als wenn die Bahn nur von oben beleuchtet wird.
Somit wird die klassische Auflichtinspektion durch eine parallele Durchlichtinspektion ergänzt?
Alexander Thomalla: Genau das ergibt die 200 %-Inspektion. Die Warenbahn wird tatsächlich doppelt inspiziert.
Und was sagen E+L-Kunden dazu? Alexander Thomalla: Einer unserer interessanten Kunden ist z. B. die Firma Etiketten+Druck Gerhard Eisele GmbH aus dem schwäbischen Donzdorf. Dort wird Smartscan sowohl im Konfektionsbereich als auch an Druckmaschinen eingesetzt, um Fehler rechtzeitig erkennen und korrigieren zu können. Warum sich der Geschäftsführer Matthias Eisele für Smartscan entschieden hat, formuliert er folgendermaßen: „Wir beliefern einen anspruchsvollen Kundenkreis und müssen ständig hohe Qualitätsanforderungen erfüllen. Smartscan bietet mit seiner einfachen Bedienung und der 200 %-Inspektionstechnik all das, was nötig ist, um die Kundenerwartungen zu erfüllen; aber auch um unsere Maschinenbediener auf einfache Weise im täglichen Produktionsprozess zu unterstützen.“ Insgesamt nutzen inzwischen über 150 E+L-Kunden unsere 200 %-Technologie.
Die 200%-Technologie im Detail
Über ein Auflicht wird die Warenbahn von oben diffus beleuchtet. Die Kamera nimmt zeitgleich Bilder auf, die dem Maschinenbediener am Monitor in Farbe dargestellt werden (siehe Abbildung „Auflichtbild“). Bei der klassischen 100 %-Inspektion ist dies das Bild, das zur Fehlererkennung verwendet wird. Dabei werden während des Druckprozesses oder der Nachverarbeitung alle Etikettenreihen aufgenommen und mit einem vorher definierten Referenzbild (Golden Template) verglichen. Das System erkennt Abweichungen vom Referenzbild und löst eine entsprechende Aktion aus (z. B. Platzierung des Fehlers an einem Umroller oder die Alarmierung des Maschinenführers an einer Druckmaschine).
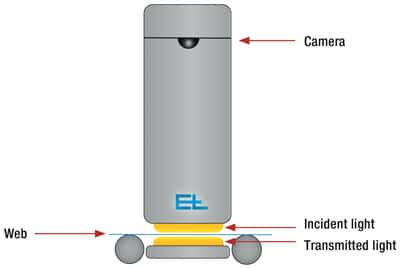
Die Smartscan-Kamera mit ihren beiden Lichtquellen (Quelle: E+L)
Bei der 200 %-Inspektion von Smartscan wird die Warenbahn neben der Auflichtbeleuchtung zeitversetzt von hinten beleuchtet und dabei das Auflicht kurzzeitig abgeschaltet. Als Ergebnis zeigt sich ein Bild mit sehr hohen Kontrastwerten. In diesem stellen sich die Gitterbereiche als Hellflächen dar, weil dort mehr Licht von hinten durch das Material scheint. Im Etikettenbereich wird durch die doppelte Lage mehr Licht absorbiert, was zu einer dunklen Darstellung führt. Dabei spielen Form, Material und ob das Etikett bedruckt oder unbedruckt ist keine Rolle.
Ein weiterer Schritt hin zum automatisierten Prozess
Neben der optimierten Fehlererkennung bietet die 200 %-Technik eine weitere Innovation hinsichtlich der Vereinfachung der Systembedienung im Bereich der Inspektionstechnik. Durch die spezielle Doppelbildaufnahme wird ein vollautomatisches Jobhandling ermöglicht. Manuelle Schritte wie die Wahl des Referenzbildes, das Setzen von Spuren, das Registrieren des Bildes über Zonen usw. werden vom System selbstständig durchgeführt. Das Ergebnis: Nach nur einem Tastendruck ist das System laut E+L vollständig eingerichtet und steht bereit zur Inspektion. Dadurch soll das Risiko der Fehlbedienung minimiert werden.
Die folgende Gegenüberstellung zeigt deutlich den Unterschied der Fehlerdarstellung im Auf- und Durchlichtverfahren. Fehler, die im Auflichtbild kaum oder gar nicht sichtbar sind, werden im Durchlichtverfahren kontrastreich hervorgehoben. [6300]